塑料板材设备机型;
双螺杆挤出机:JS20/36/52/65/75/95
单螺杆挤出机:JD50/80/100/120/150/180/200
双阶机组(子母机):JSJ52/100;JSJ65/150;JSJ75/180
双螺杆板材挤出机:JS65板材生产线;JS75板材生产线;JS95板材生产线
单螺杆板材挤出机:JD150板材生产线_JD120板材生产线_JD100板材生产线
塑料板材挤出工艺:JDL-500升混炼机——自动提升机——锥双喂料机——150单螺杆挤出机——液压板式换网系统-----模具接口---—片材挤出模具-----三辊压光------三辊冷却系统------上下覆膜装置-------—托架冷却------冷却牵引切边装置-------2米输送带--------计米器------在线剪板机-----下料平台-------主机控制系统采用:PLC控制系统带远程监控系统
塑料板材生产线正确操作方法
1.PVC塑料板材生产线开机预热:这是开机之前使模具受热动作,需预热要合模加热。
2.合模:开合模行程的合理调整,有利于提高产品脱模及产品入料效果。
3.PVC塑料板材生产线预热:蒸汽进入固移模内,对模具进行预热,使模具得到预热的同时,将存留期间的冷凝水与冷空气排出。作用:提高模具温度,加强产品表观熔结度。
4.穿透加热:提高制品芯部、内部熔结性。穿透加热耗、浪费蒸汽较严重。
5.双方加热:进一步增强加热效果,提高产品表面质量。
6.回温(保温):所有阀关闭,充分利用模具的余热,使产品进行保温加热。有利于产品表面熔结性,能较好节约能源(蒸汽)。
7真空冷却:真空阀打开,真空泵抽真空。使模具和制品内的余热与水分全部排空,抽掉部分发泡剂,避免产品发胀。使模内形成负压,有利于产品进行脱模。
PVC塑料是一种多组分塑料根据不同的用途可加入不同添加剂因组分不同PVC制品呈现不同的物理力学性能针对不同场合应用。而PVC塑料管在塑料管中所占的比例较大。
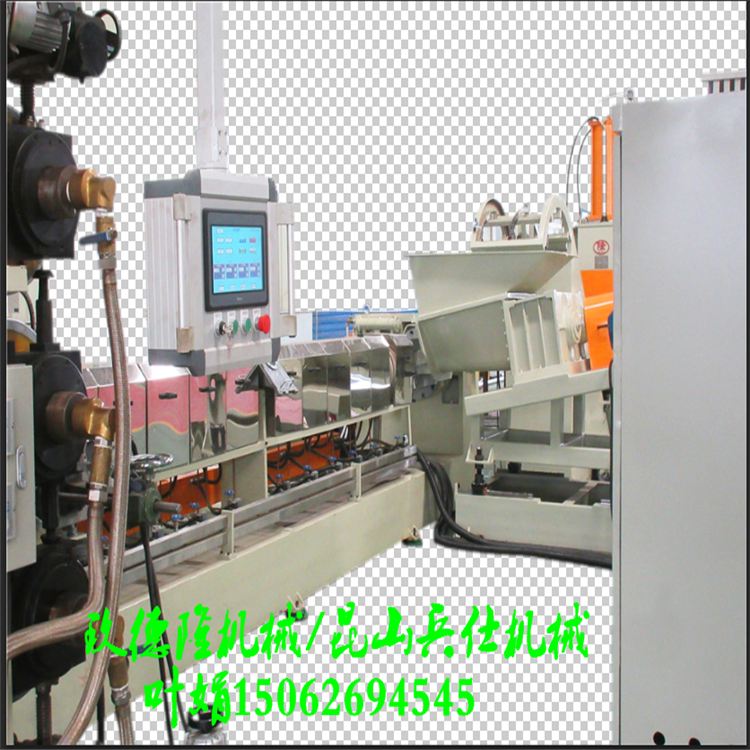
塑料板材挤出机组特点:
此机组是针对片材设计而成,它比起传统的生产流程减少了开练真真做到低投入,低噪音、低能耗、高效能、高回报、用工少、质量稳定生产连续的理念;螺杆采用特殊混料功能及高塑化能力设计。 衣架型模头采用特殊双节流设计,使板材厚薄调整更为精准。 温度控制±1℃可精确控制塑化过程及板材厚薄,平整性。 三辊压光机采用水平、垂直或45度倾斜式,可自由升降方式。 板材厚薄控制采用螺杆调整及压轮双向调整控制板材厚薄度。 独立控制的辊筒温控系统能精确控制压辊轮温度使板材,厚薄均匀。切片机,板材长度及数量精准。 备有自动计米器可设定产品长度。
塑料板材设备应用范围
各种航空航天飞行器及航空飞行器上仪器设备的减振静音。
各种交通车辆的减振降噪。
空调、冰箱、洗衣机等家用电器的防噪静音。
其它机械振动体的减振防噪。